- ৮ নং, জাওলিন রোড,
লংজিয়াং রাস্তা,
টংজিয়াং, চেজিয়াং, চীন - +86 573 89381086[email protected]
- ডাউনলোডপিডিএফ ব্রোশিওর
রঙিন প্রলিপ্ত ইস্পাত কয়েল — ব্যাপকভাবে প্রি-পেইন্টেড স্টিল কয়েল, PPGI (প্রি-পেইন্টেড গ্যালভানাইজড আয়রন) কয়েল, বা রঙিন প্রলিপ্ত ঘূর্ণিত ইস্পাত - হল ইস্পাত কয়েল যা একটি ক্রমাগত কয়েল লেপ লাইনের মাধ্যমে প্রক্রিয়া করা হয় যেখানে এক বা উভয় পৃষ্ঠকে পরিষ্কার করা হয়, রাসায়নিকভাবে চিকিত্সা করা হয়, প্রাইম করা হয় এবং এক বা একাধিক কোয়েলের আগে একটি বা একাধিক কোয়েল তৈরি করা হয়। চালান প্রক্রিয়াটি একটি সামঞ্জস্যপূর্ণ, কারখানা-নিয়ন্ত্রিত আবরণ তৈরি করে যা কাটা বা গঠিত অংশগুলিতে প্রয়োগ-পরবর্তী পেইন্টিংয়ের চেয়ে অনেক বেশি অভিন্ন এবং টেকসই।
এর জন্য ব্যবহৃত বেস সাবস্ট্রেট রঙ লেপা ইস্পাত কয়েল উদ্দিষ্ট অ্যাপ্লিকেশনের উপর নির্ভর করে উল্লেখযোগ্যভাবে পরিবর্তিত হতে পারে। সবচেয়ে সাধারণ সাবস্ট্রেট হল হট-ডিপ গ্যালভানাইজড স্টিল (GI), যা জৈব আবরণের নীচে জিঙ্ক-ভিত্তিক ক্ষয় সুরক্ষা প্রদান করে। অন্যান্য সাবস্ট্রেটগুলির মধ্যে রয়েছে গ্যালভালুম (অ্যালুমিনিয়াম-জিঙ্ক অ্যালয় প্রলিপ্ত ইস্পাত, যা AZ বা Zincalume নামেও পরিচিত), ইলেক্ট্রো-গ্যালভানাইজড স্টিল, কোল্ড-রোল্ড স্টিল (CR), এবং মাঝে মাঝে হট-রোল্ড পিকল্ড এবং তেলযুক্ত (HRPO) ইস্পাত ভারী-গেজ শিল্প ব্যবহারের জন্য। ধাতব আবরণ এবং জৈব টপকোটের সংমিশ্রণ রঙিন প্রলিপ্ত ইস্পাত কুণ্ডলী পণ্যগুলিকে জারা, ইউভি অবক্ষয় এবং যান্ত্রিক ক্ষতির বিরুদ্ধে বহু-স্তর প্রতিরক্ষা দেয়।
কয়েল আবরণ প্রক্রিয়া — যাকে কখনও কখনও ক্রমাগত কয়েল লেপ লাইন বা সিসিএল প্রক্রিয়া বলা হয় — একটি অত্যন্ত স্বয়ংক্রিয়, উচ্চ-গতির উত্পাদন অপারেশন যা সাধারণত 60 থেকে 150 মিটার প্রতি মিনিটে লাইনের গতিতে স্টিলের স্ট্রিপে আবরণ প্রয়োগ করে। উত্পাদনের পদক্ষেপগুলি বোঝা ক্রেতাদের গুণমানের দাবিগুলি মূল্যায়ন করতে এবং কেন কয়েল-কোটেড পণ্যগুলি প্রচলিতভাবে আঁকা ইস্পাত থেকে আলাদাভাবে আচরণ করতে সহায়তা করে৷
স্টিলের স্ট্রিপটি প্রথমে পরিষ্কার করার পর্যায়গুলির একটি সিরিজের মধ্য দিয়ে যায় যা ক্ষারীয় ক্লিনার এবং জল ধুয়ে ফেলার মাধ্যমে ঘূর্ণায়মান তেল, পৃষ্ঠের অক্সাইড এবং দূষিত পদার্থগুলিকে সরিয়ে দেয়। এটি একটি রাসায়নিক প্রাক-চিকিত্সা পর্যায় দ্বারা অনুসরণ করা হয় - সাধারণত একটি ক্রোমেট, ক্রোমেট-মুক্ত (জিরকোনিয়াম বা টাইটানিয়াম-ভিত্তিক), বা আয়রন ফসফেট রূপান্তর আবরণ - যা একটি রাসায়নিকভাবে সক্রিয় পৃষ্ঠ তৈরি করে যা প্রাইমার স্তরের আনুগত্যকে উৎসাহিত করে এবং আন্ডার-ফিল্ম ক্ষয়ের বিরুদ্ধে অতিরিক্ত বাধা সুরক্ষা প্রদান করে। প্রাক-চিকিত্সা রসায়নের পছন্দ ক্রমশ গুরুত্বপূর্ণ হয়ে উঠেছে কারণ নিয়ন্ত্রক চাপ শিল্পকে ক্রোমেট-মুক্ত সিস্টেমের দিকে ঠেলে দেয়।
প্রাক-চিকিত্সা করার পরে, একটি প্রাইমার কোট রোলার কোটার দ্বারা স্ট্রিপের এক বা উভয় পাশে প্রয়োগ করা হয়। প্রাইমার - সাধারণত একটি ইপোক্সি, পলিউরেথেন, বা পলিয়েস্টার-ভিত্তিক ফর্মুলেশন - প্রাক-চিকিত্সা এবং টপকোটের মধ্যে আনুগত্য স্তর হিসাবে কাজ করে এবং প্রায়শই স্ট্রনটিয়াম ক্রোমেট বা জিঙ্ক ফসফেটের মতো ক্ষয়-প্রতিরোধকারী রঙ্গকগুলিকে অন্তর্ভুক্ত করে। প্রাইমড স্ট্রিপটি তারপর একটি নিরাময় ওভেনের মধ্য দিয়ে চলে যায় যেখানে তাপ নিরাময়ের জন্য এটি প্রায় 200-240 ডিগ্রি সেন্টিগ্রেডের সর্বোচ্চ ধাতব তাপমাত্রায় (PMT) উত্তপ্ত হয়। সাধারণ প্রাইমার ড্রাই ফিল্মের বেধ 5 থেকে 8 মাইক্রন পর্যন্ত।
টপকোট একটি দ্বিতীয় রোলার কোটার স্টেশন দ্বারা নিরাময় প্রাইমারের উপর প্রয়োগ করা হয়। এটি সেই স্তর যা সমাপ্ত প্রাক-আঁকা ইস্পাত কুণ্ডলীর রঙ, গ্লস এবং পৃষ্ঠের কার্যকারিতা প্রদান করে। প্রয়োগের পরে, স্ট্রিপটি দ্বিতীয় কিউরিং ওভেনের মধ্য দিয়ে যায় — আবার রজন সিস্টেমের উপর নির্ভর করে সাধারণত 220-250°C তাপমাত্রায় — এবং তারপরে পুনরায় কুণ্ডলী করার আগে প্রলিপ্ত স্ট্রিপটিকে দ্রুত ঠান্ডা করার জন্য জল দিয়ে নিভিয়ে দেওয়া হয়। প্রাইমার বা টপকোট পর্যায়ে একটি পিছনের কোট প্রায়ই বিপরীত দিকে প্রয়োগ করা হয় যাতে অদৃশ্যমান মুখের ক্ষয় সুরক্ষা এবং গঠনযোগ্যতা প্রদান করা হয়।
টপকোট রজন সিস্টেম হল আবহাওয়া কার্যক্ষমতা, নমনীয়তা, রাসায়নিক প্রতিরোধের, এবং একটি রঙিন প্রলিপ্ত ইস্পাত পণ্যের পরিষেবা জীবনের একক সবচেয়ে গুরুত্বপূর্ণ নির্ধারক। বিভিন্ন রজন রসায়ন বিভিন্ন শেষ ব্যবহার এবং এক্সপোজার অবস্থার জন্য উপযুক্ত স্বতন্ত্র কর্মক্ষমতা প্রোফাইল অফার করে।
কম খরচে, চমৎকার প্রক্রিয়াযোগ্যতা, ভালো রঙের পরিসর এবং অভ্যন্তরীণ ও হালকা বাহ্যিক অ্যাপ্লিকেশনের জন্য পর্যাপ্ত কর্মক্ষমতার কারণে স্ট্যান্ডার্ড পলিয়েস্টার হল রঙিন প্রলিপ্ত স্টিল কয়েল শিল্পে সর্বাধিক ব্যবহৃত টপকোট রজন। সাধারণত শুকনো ফিল্ম বেধ হয় 15-25 মাইক্রন। স্ট্যান্ডার্ড PE আবরণের সীমিত UV প্রতিরোধ ক্ষমতা রয়েছে এবং সাধারণত কঠোর পরিবেশে 10 বছরের বেশি ডিজাইনের জীবন সহ বাহ্যিক স্থাপত্য অ্যাপ্লিকেশনের জন্য সুপারিশ করা হয় না। এগুলি সাধারণত অভ্যন্তরীণ ছাদ, সাধারণ শিল্প ক্ল্যাডিং, অ্যাপ্লায়েন্স প্যানেল এবং শেল্ভিংয়ের জন্য ব্যবহৃত হয়।
সিলিকন-সংশোধিত পলিয়েস্টার আবরণগুলি পলিয়েস্টার ব্যাকবোনে সিলিকন রজন অন্তর্ভুক্ত করে, স্ট্যান্ডার্ড PE-এর তুলনায় উল্লেখযোগ্যভাবে UV প্রতিরোধ এবং তাপ প্রতিরোধের উন্নতি করে। SMP আবরণগুলি মাঝারি জলবায়ুতে বহিরাগত ছাদ এবং ক্ল্যাডিং অ্যাপ্লিকেশনের জন্য ব্যাপকভাবে ব্যবহৃত হয়, রঙ ধরে রাখা এবং চক প্রতিরোধের জন্য সাধারণত 15-20 বছর রেট দেওয়া ডিজাইনের জীবন অফার করে। ফিল্ম বেধ 20-25 মাইক্রন এ স্ট্যান্ডার্ড PE অনুরূপ। SMP মূলধারার নির্মাণ অ্যাপ্লিকেশনের জন্য কর্মক্ষমতা এবং খরচের একটি ভাল ভারসাম্য প্রদান করে।
এইচডিপি রেজিনগুলি উচ্চ আণবিক ওজনের পলিয়েস্টার ব্যাকবোন এবং অপ্টিমাইজ করা UV-স্ট্যাবিলাইজার প্যাকেজগুলির সাথে প্রণয়ন করা হয় যাতে PVDF-এর সম্পূর্ণ খরচ প্রিমিয়াম ছাড়াই স্ট্যান্ডার্ড PE-এর উপর উন্নত আবহাওয়া কার্যক্ষমতা প্রদান করা হয়। HDP আবরণগুলি বর্ধিতভাবে বহিরাগত অ্যাপ্লিকেশনগুলির জন্য একটি সাশ্রয়ী-কার্যকর মধ্য-পরিসরের বিকল্প হিসাবে নির্দিষ্ট করা হচ্ছে যেখানে SMP কর্মক্ষমতা সীমারেখা কিন্তু সম্পূর্ণ PVDF স্পেসিফিকেশন বাণিজ্যিকভাবে ন্যায়সঙ্গত নয়। মাঝারি জলবায়ুতে চক প্রতিরোধের জন্য সাধারণ ডিজাইনের জীবন দাবি 20-25 বছর।
PVDF-ভিত্তিক আবরণ — কাইনার 500 এবং হাইলার 5000-এর মতো ট্রেড নামে বিক্রি হয় — রঙিন প্রলিপ্ত স্টিল কয়েল টপকোটগুলির প্রিমিয়াম স্তরের প্রতিনিধিত্ব করে এবং দীর্ঘ-জীবনের স্থাপত্য অ্যাপ্লিকেশনের জন্য মানদণ্ড। ফ্লুরোপলিমার ব্যাকবোন ইউভি বিকিরণ, চকিং, রঙ বিবর্ণ, রাসায়নিক আক্রমণ এবং ময়লা ধরে রাখার জন্য ব্যতিক্রমী প্রতিরোধের ব্যবস্থা করে। স্ট্যান্ডার্ড ফর্মুলেশনে 70% PVDF রজন এবং 30% এক্রাইলিক থাকে। ফিল্ম বেধ সাধারণত 25-27 মাইক্রন একটি আদর্শ দুই-কোট সিস্টেমের জন্য। PVDF-প্রলিপ্ত রঙের ইস্পাত কয়েলগুলি উচ্চ-সম্পন্ন স্থাপত্যের ছাদ, পর্দা দেওয়াল এবং সম্মুখের ক্ল্যাডিংয়ের জন্য নির্দিষ্ট করা হয়েছে যেখানে 30-40 বছরের ওয়ারেন্টি সময়কাল প্রয়োজন। ফ্লুরোইথিলিন ভিনাইল ইথার (FEVE) রেজিন তুলনামূলক কর্মক্ষমতা প্রদান করে এবং দ্রাবক-জনিত স্থাপত্য আবরণে বাজারের অংশীদারিত্ব লাভ করছে।
প্লাস্টিসল আবরণগুলি পুরু, 100-200 মাইক্রনের শুষ্ক ফিল্ম বেধে প্রয়োগ করা পিভিসি-ভিত্তিক আবরণগুলি চমৎকার স্ক্র্যাচ প্রতিরোধ, গঠনযোগ্যতা এবং শাব্দ স্যাঁতসেঁতে বৈশিষ্ট্য সহ একটি উচ্চ টেক্সচারযুক্ত পৃষ্ঠ তৈরি করে। এগুলি সাধারণত উত্তর ইউরোপীয় বাজারে ছাদের চাদর, প্রাচীরের ক্ল্যাডিং এবং কৃষি ভবনগুলির জন্য নির্দিষ্ট করা হয়। প্লাস্টিসলের প্রধান সীমাবদ্ধতাগুলি হল PVDF এর তুলনায় তুলনামূলকভাবে দুর্বল UV প্রতিরোধের এবং উচ্চ-UV পরিবেশে চক করার প্রবণতা, যদিও UV-স্থিতিশীল রূপগুলি বাইরের স্থায়িত্ব উল্লেখযোগ্যভাবে উন্নত করেছে।
রঙিন প্রলিপ্ত ইস্পাত কয়েল জাতীয় এবং আন্তর্জাতিক মানের একটি পরিসরের বিরুদ্ধে উত্পাদিত এবং ব্যবসা করা হয় যা সাবস্ট্রেট গ্রেড, আবরণের ওজন, যান্ত্রিক বৈশিষ্ট্য এবং পৃষ্ঠের গুণমানকে সংজ্ঞায়িত করে। সবচেয়ে গুরুত্বপূর্ণ মানগুলির সাথে পরিচিতি স্পেসিফিকেশন ত্রুটি এবং সরবরাহ চেইন ভুল বোঝাবুঝি প্রতিরোধ করে।
| স্ট্যান্ডার্ড | অঞ্চল | ব্যাপ্তি |
| EN 10169 | ইউরোপ | ক্রমাগত জৈব প্রলিপ্ত ইস্পাত ফ্ল্যাট পণ্য — প্রয়োজনীয়তা এবং পরীক্ষা |
| ASTM A755 | USA | ইস্পাত শীট, হট-ডিপ প্রক্রিয়া দ্বারা ধাতব-প্রলিপ্ত এবং কুণ্ডলী-আবরণ প্রক্রিয়া দ্বারা প্রিপেন্ট করা হয় |
| JIS G3312 | জাপান | প্রিপেইন্টেড হট-ডিপ জিঙ্ক-কোটেড এবং জিঙ্ক-লোহা অ্যালয়-লেপা ইস্পাত শীট এবং কয়েল |
| জিবি/টি 12754 | চীন | রঙিন প্রলিপ্ত ইস্পাত শীট এবং স্ট্রিপস — PPGI এবং PPGL পণ্য আচ্ছাদন জাতীয় মান |
| AS 1397 | অস্ট্রেলিয়া/এনজেড | স্টিল শীট এবং স্ট্রিপ — হট-ডিপ জিঙ্ক-কোটেড বা অ্যালুমিনিয়াম/জিঙ্ক-কোটেড, কালারবন্ড এবং অনুরূপ PPGL পণ্যগুলির সাথে প্রাসঙ্গিক |
আন্তর্জাতিকভাবে রঙিন প্রলিপ্ত স্টিলের কয়েল সোর্সিং করার সময় - বিশেষ করে চাইনিজ বা দক্ষিণ-পূর্ব এশীয় মিলগুলি থেকে - এটি নিশ্চিত করা অপরিহার্য যে পণ্যটি কোন মানের জন্য উত্পাদিত হয়, কারণ যান্ত্রিক সম্পত্তির গ্রেড, জিঙ্ক লেপের ওজন এবং ফিল্ম পুরুত্ব সহনশীলতা মানগুলির মধ্যে উল্লেখযোগ্যভাবে পরিবর্তিত হয়। সর্বদা মিল টেস্ট সার্টিফিকেট (MTCs) অনুরোধ করুন যা স্পষ্টভাবে প্রযোজ্য মান উল্লেখ করে এবং দস্তা আবরণের ওজন, শুকনো ফিল্মের বেধ, গ্লস লেভেল এবং টি-বেন্ড পরীক্ষার ফলাফলের জন্য পরিমাপিত মান অন্তর্ভুক্ত করে।

প্রযুক্তিগত স্পেসিফিকেশন সাবধানে পর্যালোচনা না করেই রঙিন প্রলেপযুক্ত ঘূর্ণিত স্টিলের কয়েল ক্রয় করা হল নির্মাণ ও উৎপাদনে পারফরম্যান্স সমস্যা এবং ওয়ারেন্টি বিরোধের অন্যতম সাধারণ উৎস। এখানে উল্লেখ করা এবং যাচাই করার জন্য গুরুত্বপূর্ণ পরামিতিগুলি রয়েছে:
রঙিন প্রলিপ্ত ইস্পাত কয়েলগুলি উপলব্ধ সবচেয়ে বহুমুখী নির্মাণ এবং শিল্প উপকরণগুলির মধ্যে একটি, যা শেষ বাজারের একটি উল্লেখযোগ্য পরিসর পরিবেশন করে। কোথায় এবং কীভাবে ব্যবহার করা হয় তা ক্রেতাদের প্রকৃত পরিষেবার প্রয়োজনীয়তার সাথে পণ্যের স্পেসিফিকেশন সারিবদ্ধ করতে সহায়তা করে।
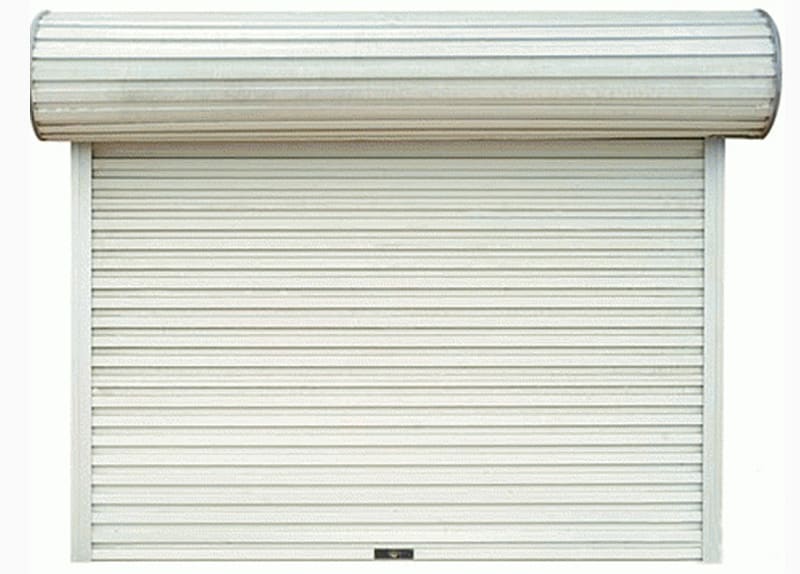
বিশ্বব্যাপী রঙিন প্রলিপ্ত ইস্পাত কয়েলের জন্য নির্মাণ এখন পর্যন্ত সবচেয়ে বড় শেষ-ব্যবহারের খাত, যা মোট উৎপাদনের আনুমানিক 60-70% ব্যবহার করে। অ্যাপ্লিকেশনের মধ্যে রয়েছে প্রোফাইল করা ছাদের শীট, ওয়াল ক্ল্যাডিং প্যানেল, স্ট্যান্ডিং সীম রুফিং সিস্টেম, কম্পোজিট স্যান্ডউইচ প্যানেল, রেইন স্ক্রিন ফ্যাকাডেস, গটারিং এবং রেইন ওয়াটার সিস্টেম এবং স্টিলের ফ্রেমিং উপাদান। ছাদ এবং ক্ল্যাডিংয়ের জন্য, অ্যালুমিনিয়াম-জিঙ্ক অ্যালয় আবরণের উচ্চতর কাট-এজ ক্ষয় প্রতিরোধের কারণে গ্যালভানাইজড পিপিজিআই-এর তুলনায় SMP বা PVDF টপকোট সহ গ্যালভালুম-ভিত্তিক PPGL (প্রি-পেইন্টেড গ্যালভালুম) সাবস্ট্রেটগুলিকে ক্রমবর্ধমানভাবে পছন্দ করা হচ্ছে।
রেফ্রিজারেটর, ওয়াশিং মেশিন, এয়ার কন্ডিশনার ইউনিট, মাইক্রোওয়েভ ওভেন এবং ডিশওয়াশারগুলি সমস্ত বাহ্যিক এবং অভ্যন্তরীণ মৃতদেহের উপাদানগুলির জন্য রঙিন প্রলিপ্ত ইস্পাত প্যানেল ব্যবহার করে। অ্যাপ্লায়েন্স-গ্রেড প্রি-পেইন্টেড স্টিলের কয়েলের জন্য চমৎকার স্ক্র্যাচ প্রতিরোধ, ডিটারজেন্ট এবং পরিষ্কারের পণ্যগুলির রাসায়নিক প্রতিরোধ, মসৃণ পৃষ্ঠের চেহারা এবং উচ্চ উত্পাদন ভলিউম জুড়ে সামঞ্জস্যপূর্ণ রঙ প্রয়োজন। পলিয়েস্টার এবং পলিউরেথেন-ভিত্তিক আবরণগুলি সর্বাধিক ব্যবহৃত হয়, প্রায়শই দৃশ্যমান প্যানেলের জন্য বিশেষ অ্যান্টি-ফিঙ্গারপ্রিন্ট বা অ্যান্টি-ব্যাকটেরিয়াল সারফেস ট্রিটমেন্ট সহ।
ট্রাক ট্রেলার, রেলওয়ে ক্যারেজ, বাসের বডি প্যানেল, কন্টেইনারের দরজা এবং শিপিং কন্টেইনার লাইনারগুলি রঙিন প্রলিপ্ত স্টিলের কয়েল থেকে তৈরি। এই অ্যাপ্লিকেশনগুলি উচ্চ প্রভাব প্রতিরোধের, জটিল প্যানেলের আকারের জন্য ভাল গঠনযোগ্যতা এবং বারবার যান্ত্রিক চাপ এবং আবহাওয়ার এক্সপোজারের অধীনে স্থায়িত্বের দাবি করে। ঘন প্লাস্টিসল বা উচ্চ-বিল্ড পলিয়েস্টার আবরণগুলি প্রায়শই তাদের উচ্চতর চিপ এবং ঘর্ষণ প্রতিরোধের জন্য এই সেক্টরে নির্দিষ্ট করা হয়।
ইস্পাত স্টোরেজ র্যাকিং, শেল্ভিং সিস্টেম, লকার প্যানেল, অফিসের আসবাবপত্র, গ্যারেজ দরজা এবং শিল্প ঘেরগুলি উচ্চ পরিমাণে রঙিন প্রলিপ্ত স্টিলের কয়েল থেকে উত্পাদিত হয়। এই অ্যাপ্লিকেশনগুলিতে, খরচ দক্ষতা একটি প্রাথমিক চালক, এবং Z100-Z140 গ্যালভানাইজড সাবস্ট্রেটের স্ট্যান্ডার্ড পলিয়েস্টার আবরণগুলি সাধারণত পর্যাপ্ত। রঙের সামঞ্জস্য এবং পৃষ্ঠের গুণমান গুরুত্বপূর্ণ যেখানে সমাপ্ত পণ্য খুচরা বা অফিস পরিবেশে দৃশ্যমান হবে।
রঙিন প্রলিপ্ত স্টিলের কয়েলের জন্য দুটি প্রভাবশালী সাবস্ট্রেটের ধরন — PPGI (প্রি-পেইন্টেড গ্যালভানাইজড আয়রন, জিঙ্ক-কোটেড) এবং PPGL (প্রি-পেইন্টেড গ্যালভালুম, অ্যালুমিনিয়াম-জিঙ্ক লেপযুক্ত) — প্রায়শই বিভ্রান্ত হয় বা ক্রেতাদের দ্বারা বিনিময়যোগ্যভাবে ব্যবহার করা হয়, কিন্তু তাদের অর্থপূর্ণভাবে ভিন্ন কার্যকারিতা নির্বাচন করা উচিত।
| সম্পত্তি | পিপিজিআই (গ্যালভানাইজড) | PPGL (Galvalume / AZ) |
| ধাতব আবরণ রচনা | বিশুদ্ধ দস্তা (99% Zn) | 55% আল, 43.5% Zn, 1.5% Si |
| সমতল পৃষ্ঠ জারা প্রতিরোধের | ভাল | চমৎকার (2-4× GI থেকে ভাল) |
| কাটা প্রান্ত জারা প্রতিরোধের | চমৎকার (বলি দস্তা সুরক্ষা) | পরিমিত (কম বলিদান কর্ম) |
| তাপ প্রতিরোধের | মাঝারি (420 ডিগ্রি সেলসিয়াসে দস্তা গলে) | ভাল (Al content raises resistance) |
| গঠনযোগ্যতা | খুব ভালো | ভাল (slightly less ductile) |
| আপেক্ষিক খরচ | নিম্ন | একটু উঁচুতে |
| জন্য সবচেয়ে উপযুক্ত | যন্ত্রপাতি, সাধারণ নির্মাণ, অভ্যন্তরীণ ব্যবহার | দীর্ঘ-জীবনের ছাদ, উপকূলীয় এবং আক্রমণাত্মক পরিবেশ |
বেশিরভাগ দীর্ঘ-জীবনের বাহ্যিক ছাদ এবং ক্ল্যাডিং অ্যাপ্লিকেশনগুলির জন্য - বিশেষত উপকূলীয়, শিল্প বা গ্রীষ্মমন্ডলীয় পরিবেশে - PPGL এর উল্লেখযোগ্যভাবে ভাল সামগ্রিক জারা প্রতিরোধের কারণে পছন্দের স্তর। যেখানে প্রোফাইলযুক্ত শীটগুলি সাইটে দৈর্ঘ্যে কাটা হয় এবং কাট-এজ সুরক্ষা একটি প্রাথমিক উদ্বেগের বিষয়, সেখানে পিপিজিআই-এর বলিদানকারী জিঙ্ক অ্যাকশন একটি সুবিধা প্রদান করে। অনেক বাজারে, উভয় সাবস্ট্রেটের ধরন একই আবরণ ব্যবস্থা এবং রঙের পরিসরে দেওয়া হয়, তাই পছন্দটি নির্দিষ্ট এক্সপোজার পরিবেশের উপর ভিত্তি করে একটি সরল কর্মক্ষমতা-বনাম-খরচের সিদ্ধান্ত।
প্রি-পেইন্ট করা ইস্পাত কয়েলগুলি স্টোরেজ এবং পরিচালনার সময় বিভিন্ন ধরণের ক্ষতির জন্য সংবেদনশীল যা যথাযথ পদ্ধতির সাথে সম্পূর্ণরূপে প্রতিরোধযোগ্য। এই পর্যায়ে টিকে থাকা ক্ষতি প্রায়শই অপরিবর্তনীয় এবং এর ফলে ব্যয়বহুল উপাদান প্রত্যাখ্যান বা পরিষেবার কর্মক্ষমতা হ্রাস পায়।
উচ্চ মরিচা-বিরোধী কর্মক্ষমতা সহ, এগুলি নির্মাণ, অটোমোবাইল...
PPGI/PPGL COIL এর পুরো নাম হল প্রিপেইন্টেড গ্যালভানাইজড/গ...
বন্দর: ঝেজিয়াং, চীন আমাদের প্রিপেইন্ট করা গ্যালভানাইজ...

পিপিজিআই-এর আবেদন নির্মাণ: বাইরে: ওয়ার্কশপ, কৃষি গুদা...




